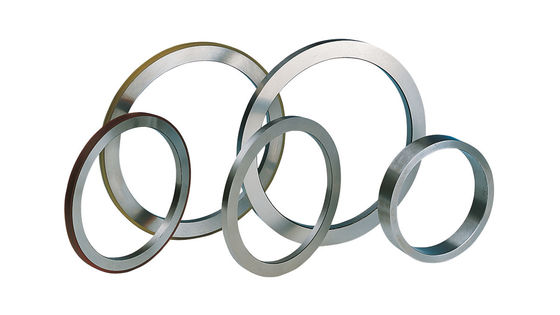
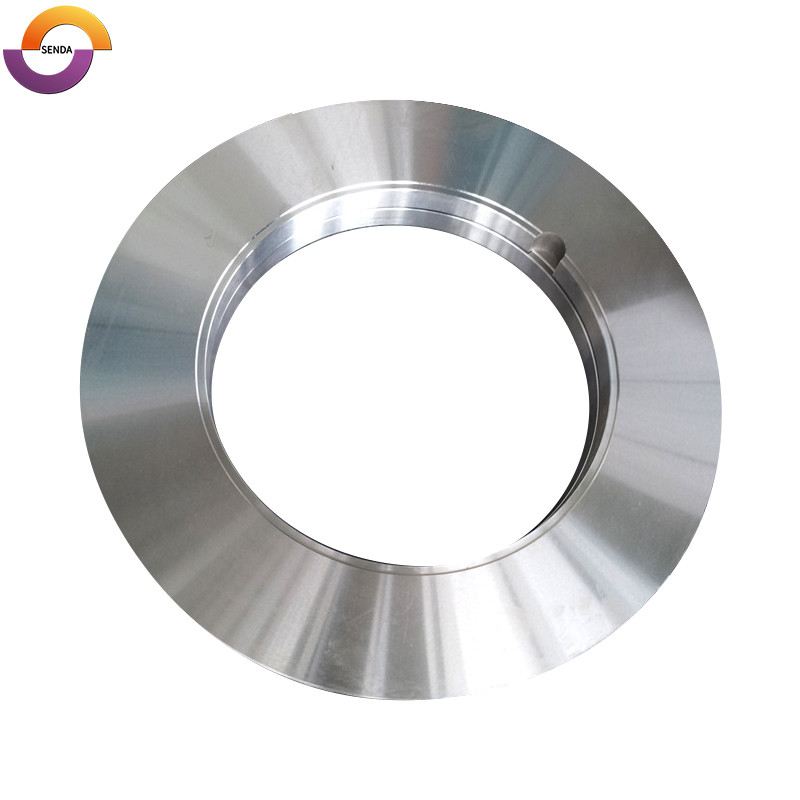
SENDA রোটারি স্লিটার ব্লেডগুলি শীতল গরম-ঘূর্ণিত স্টিলের কয়েল, শীট এবং স্ট্রিপগুলির অনুদৈর্ঘ্য স্লিটিং এর জন্য ডিজাইন করা হয়েছে। ব্লেড একটি slitting লাইন উপরের এবং নিম্ন arbors উপর মাউন্ট করা হয়. নিয়ন্ত্রিত অনুভূমিক ক্লিয়ারেন্স এবং ব্লেড ওভারল্যাপ একটি প্রশস্ত স্টিলের কুণ্ডলীকে সরু স্ট্রিপে ক্রমাগত শিয়ার করতে ব্যবহৃত হয়।
ব্লেডগুলি প্রযুক্তিগত অঙ্কন, বিদ্যমান ফলকের মাত্রা বা শারীরিক নমুনা অনুসারে কাস্টমাইজ করা যেতে পারে। ব্লেড উপাদান, কঠোরতা, মাত্রিক নির্ভুলতা এবং সমর্থনকারী টুলিং হট-ঘূর্ণিত ইস্পাত বেধ, প্রসার্য শক্তি, স্লিটিং গতি, মেশিনের অবস্থা এবং বর্তমান কাটিয়া সমস্যা অনুযায়ী নির্বাচন করা হয়।
প্রধান পণ্য বিশেষ উল্লেখ
|
প্যারামিটার
|
স্পেসিফিকেশন
|
| পণ্যের নাম |
রোটারি স্লিটার ব্লেড |
| অন্যান্য নাম |
কয়েল স্লিটার ব্লেড, বৃত্তাকার স্লিটার ছুরি, রোটারি শিয়ার ব্লেড |
| আবেদন |
হট-রোল্ড স্টিলের কয়েল, শীট এবং স্ট্রিপগুলির অনুদৈর্ঘ্য স্লিটিং |
| কাটিং পুরুত্ব |
0.1-24 মিমি |
| উপলব্ধ উপকরণ |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| টুল-ইস্পাত কঠোরতা |
প্রযোজ্য টুল-স্টিল স্পেসিফিকেশনের জন্য HRC 62-64 |
| সর্বাধিক বাইরের ব্যাস |
600 মিমি |
| উদাহরণ আকার |
6.000″ OD × 3.000″ ID × 0.375″ T |
| অভ্যন্তরীণ ব্যাস সহনশীলতা |
+0.02 মিমি |
| একাগ্রতা |
≤0.02 মিমি |
| পুরুত্ব সহনশীলতা |
ব্লেডের ব্যাসের উপর নির্ভর করে ±0.001 মিমি পর্যন্ত |
| স্ট্যান্ডার্ড সারফেস রুক্ষতা |
Ra 0.2 μm |
| পালিশ পৃষ্ঠ রুক্ষতা |
প্রযোজ্য মাপের জন্য Ra 0.1 μm পর্যন্ত |
| থিন-গেজ ইন্ডাস্ট্রি রেফারেন্স স্পিড |
প্রায় 305 মি/মিনিট পর্যন্ত |
| কাস্টমাইজেশন |
অঙ্কন, মাত্রা বা নমুনা অনুযায়ী |
| MOQ |
2 টুকরা |
| ডেলিভারি সময় |
30-35 দিন |
তালিকাভুক্ত উদাহরণ আকার একটি নির্দিষ্ট মান স্পেসিফিকেশন নয়। চূড়ান্ত OD, ID, বেধ, উপাদান, কঠোরতা এবং সহনশীলতা অনুমোদিত অঙ্কন এবং প্রকৃত স্লিটিং শর্ত অনুযায়ী নির্মিত হয়।
হট-ঘূর্ণিত ইস্পাত স্লিটিং জন্য অ্যাপ্লিকেশন
এই ঘূর্ণমান স্লিটার ব্লেডগুলি প্রধানত ব্যবহৃত হয়:
- হট-ঘূর্ণিত ইস্পাত কুণ্ডলী slitting
- হট-ঘূর্ণিত ইস্পাত শীট slitting
- হট-ঘূর্ণিত সংকীর্ণ-ফালা উত্পাদন
- ইস্পাত কয়েল প্রক্রিয়াকরণ কেন্দ্র
- ইস্পাত পরিষেবা কেন্দ্র
- হট-ঘূর্ণিত শীট প্রান্ত ছাঁটা
- ক্রমাগত মাল্টি ছুরি slitting লাইন
এই পণ্যটি হট-রোলড স্টিলের জন্য উদ্দিষ্ট যা ঘূর্ণায়মান প্রক্রিয়াটি সম্পূর্ণ করেছে এবং ঠান্ডা হয়েছে। এটি লাল-গরম ইস্পাত কাটা, হট ফ্লাইং শিয়ারিং বা গরম রোলিং লাইনে উচ্চ-তাপমাত্রা কাট-টু-দৈর্ঘ্য অপারেশনের উদ্দেশ্যে নয়।
হট-রোলড স্টিল স্লিটিং-এ সাধারণ সমস্যা
হট-রোল্ড ইস্পাত বেধ, শক্তি, পৃষ্ঠ স্কেল এবং কাটিয়া লোড ফলক উপাদান, কঠোরতা এবং টুলিং পরামিতি নির্বাচন প্রভাবিত করে। ভুল ব্লেড বা টুলিং কনফিগারেশনের ফলে হতে পারে:
|
সাধারণ সমস্যা
|
সাধারণ ফলাফল
|
| অত্যধিক Burrs |
স্লিট প্রান্ত বরাবর ক্রমাগত বা স্থানীয় burrs |
| প্রান্ত বিকৃতি |
ঘূর্ণিত, সংকুচিত বা বিকৃত ফালা প্রান্ত |
| ব্লেড চিপিং |
স্থানীয় চিপ, মাইক্রোক্র্যাক বা প্রান্তের ক্ষতি |
| দ্রুত ব্লেড পরিধান |
দ্রুত প্রান্ত নিস্তেজ এবং আরো ঘন ঘন regrinding |
| অসম ব্লেড পরিধান |
উপরের, নিম্ন বা সংলগ্ন ব্লেডগুলির মধ্যে বিভিন্ন পরিধানের হার |
| প্রস্থ বৈচিত্র |
সমাপ্ত রেখাচিত্রমালা মধ্যে মাত্রিক বৈচিত্র |
| ছুরি জ্যামিং |
ব্লেড ইনস্টলেশন বা অপারেশন সময় হস্তক্ষেপ |
| অস্থির স্ট্রিপিং |
স্লিট স্ট্রিপগুলিকে গাইড করতে বা আলাদা করতে অসুবিধা |
এই সমস্যাগুলি সবসময় একা ব্লেড উপাদান দ্বারা সৃষ্ট হয় না। অনুভূমিক ক্লিয়ারেন্স, আর্বার নির্ভুলতা, ব্লেড সমান্তরালতা, স্পেসার জমে থাকা, ইনস্টলেশনের অবস্থা এবং স্ট্রিপিং কনফিগারেশনও কাটিংয়ের ফলাফলকে প্রভাবিত করতে পারে।
কেন Burrs এবং অস্বাভাবিক slitting ফলাফল ঘটবে
বিভিন্ন স্লিটিং ফলাফলগুলি বিভিন্ন ক্ষেত্র নির্দেশ করতে পারে যা পরীক্ষা করা দরকার।
|
স্লিটিং ফলাফল
|
পরিদর্শন দিক
|
| সমস্ত স্ট্রিপে সম্পূর্ণরূপে অনিয়মিত burrs |
স্লিটিং মেশিনের নির্ভুলতা এবং সম্পূর্ণ টুলিং সেট পরীক্ষা করুন |
| বিজোড় বা এমনকি রেখাচিত্রমালা সম্পূর্ণরূপে পৃথক করা যাবে না |
আর্বার কাঁধের প্রান্তিককরণ এবং প্রথম ব্লেড জোড়ার ছাড়পত্র পরীক্ষা করুন |
| নিয়মিত burrs স্ট্রিপ একই পাশে প্রদর্শিত |
স্ট্রিপিং অবস্থান, বিভাজক কাঁধ এবং প্রাথমিক ছাড়পত্র পরীক্ষা করুন |
| সম্পূর্ণ ফালা দৈর্ঘ্য বরাবর ক্রমাগত burrs |
আর্বার রানআউট এবং ব্লেডের সমান্তরালতা পরীক্ষা করুন |
| কিছু স্ট্রিপ গ্রহণযোগ্য যখন অন্যগুলি ত্রুটিপূর্ণ থাকে |
জমে থাকা ফলক ত্রুটি এবং ফলকের পৃষ্ঠের অবস্থা পরীক্ষা করুন |
| সব স্ট্রিপ উভয় পাশে নিয়মিত অত্যধিক burrs |
অনুভূমিক ক্লিয়ারেন্স খুব বড় হতে পারে |
| সব স্ট্রিপ উভয় পক্ষের নিয়মিত কম্প্রেশন |
অনুভূমিক ক্লিয়ারেন্স খুব ছোট হতে পারে |
হট-রোল্ড স্টিলের স্লিটিং সমস্যাগুলি তাই ব্লেডের কঠোরতা বাড়ানোর পরিবর্তে ব্লেড, আর্বোর, স্পেসার, ক্লিয়ারেন্স এবং ইনস্টলেশনের অবস্থা একসাথে পরীক্ষা করে মূল্যায়ন করা উচিত।
বিভিন্ন হট-ঘূর্ণিত ইস্পাত পুরুত্বের জন্য ব্লেড সামগ্রী
SENDA হট-রোলড স্টিলের বেধ, প্রসার্য শক্তি, পৃষ্ঠের অবস্থা এবং প্রকৃত স্লিটিং প্রয়োজনীয়তা অনুসারে ফলক উপকরণ নির্বাচন করে।
|
হট-ঘূর্ণিত ইস্পাত বেধ
|
উপলব্ধ ব্লেড উপকরণ
|
| ~3.0 মিমি |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3.0-6.0 মিমি |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 6.0 মিমি |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 এবং LS13
LS7, LS6 এবং LS13 হট-ঘূর্ণিত ইস্পাত বেধ পরিসীমা অনুযায়ী নির্বাচন করা হয়েছে:
- LS7 তিনটি প্রধান বেধ ব্যাপ্তি জুড়ে ব্যবহার করা যেতে পারে।
- LS6 প্রধানত 6.0 মিমি এর নিচে হট-রোল্ড স্টিলের জন্য ব্যবহৃত হয়।
- LS13 প্রধানত 3.0 মিমি এর উপরে হট-রোলড স্টিলের জন্য ব্যবহৃত হয়।
SKD11, D2 এবং Cr12MoV
SKD11, D2 এবং Cr12MoV হল টুল-ইস্পাত উপাদানের বিভাগ যা বিভিন্ন হট-রোল্ড স্টিলের বেধের জন্য ব্যবহার করা যেতে পারে। চূড়ান্ত নির্বাচন স্ট্রিপের শক্তি, পৃষ্ঠের স্কেল, লোড কাটা, স্লিটিং গতি এবং চিপিং ঝুঁকির উপর নির্ভর করে।
এইচএসএস
এইচএসএস বিভিন্ন বেধের সীমার জন্য একটি উচ্চ-গতির ইস্পাত উপাদান বিভাগ হিসাবে উপলব্ধ। নির্দিষ্ট HSS গ্রেড প্রকৃত slitting শর্ত অনুযায়ী নির্বাচিত হয়.
SD-51 এবং SD-56
SD-51 এবং SD-56 কোল্ড-রোল্ড এবং হট-রোল্ড অ্যাপ্লিকেশনের জন্য ব্যবহার করা যেতে পারে। চূড়ান্ত নির্বাচন এখনও ফালা বেধ, শক্তি এবং মেশিন পরামিতি উপর নির্ভর করে।
ব্লেডের কঠোরতা এবং দৃঢ়তা ভারসাম্য
HRC 62-64 প্রযোজ্য টুল-স্টিল ব্লেড স্পেসিফিকেশনের জন্য উপলব্ধ, কিন্তু এই কঠোরতা পরিসীমা প্রতিটি ব্লেড উপাদানে সমানভাবে প্রয়োগ করা উচিত নয়।
চূড়ান্ত কঠোরতা নির্ভর করে:
- ফলক উপাদান
- হট-ঘূর্ণিত ইস্পাত বেধ
- প্রসার্য শক্তি
- সারফেস স্কেল অবস্থা
- ব্লেড OD এবং বেধ
- স্লিটিং গতি
- কাটিং-এজ লোড
- চিপিং ঝুঁকি
উচ্চতর কঠোরতা প্রান্ত ধারণ এবং পরিধান নিয়ন্ত্রণ সমর্থন করতে পারে, কিন্তু ব্লেডের শক্ততা মোটা স্ট্রিপ, উচ্চ কাটিং লোড বা প্রভাবের অবস্থার জন্যও বিবেচনা করা উচিত।
ফলক উপাদান এবং তাপ-চিকিত্সা পরামিতি তাই নির্দিষ্ট স্লিটিং অ্যাপ্লিকেশন অনুযায়ী নির্বাচন করা উচিত. HRC 62–64 সমস্ত হট-রোল্ড স্টিলের স্লিটার ব্লেডের জন্য একটি সর্বজনীন কঠোরতা স্পেসিফিকেশন নয়।
ফলক বেধ সহনশীলতা এবং সমান্তরালতা
ব্লেডের স্পষ্টতা বাইরের ব্যাসের সাথে পরিবর্তিত হয়। ±0.001 মিমি বেধ সহনশীলতা সমস্ত ব্লেড আকারের জন্য সর্বজনীন সহনশীলতা হিসাবে উপস্থাপন করা উচিত নয়।
|
ব্লেড বাইরের ব্যাস
|
পুরুত্ব সহনশীলতা
|
সমান্তরালতা
|
| ≤250 মিমি |
±0.001 মিমি |
0.002 মিমি |
| ≤340 মিমি |
±0.001 মিমি |
0.002 মিমি |
| ≤420 মিমি |
±0.001 মিমি |
0.002 মিমি |
| ≤550 মিমি |
±0.003 মিমি |
0.002 মিমি |
| ≤600 মিমি |
±0.005 মিমি |
0.005 মিমি |
একটি মাল্টি-ছুরি স্লিটিং সিস্টেমে, পৃথক ব্লেড এবং স্পেসার থেকে মাত্রিক ত্রুটিগুলি জমা হতে পারে। সম্পূর্ণ টুলিং স্ট্যাক তাই প্রতিটি পৃথক ব্লেডের পুরুত্ব ছাড়াও নিয়ন্ত্রণ করা উচিত।
ব্যাস এবং বেধ দ্বারা ফলক সমতলতা
ব্লেডের সমতলতা বাইরের ব্যাস এবং ব্লেডের বেধ উভয়ের উপর নির্ভর করে।
|
ব্লেড বাইরের ব্যাস
|
বেধ ≤1 মিমি
|
পুরুত্ব 1-2 মিমি
|
বেধ 2-5 মিমি
|
পুরুত্ব<5 মিমি
|
| ≤250 মিমি |
0.02 মিমি |
0.005 মিমি |
0.002 মিমি |
0.002 মিমি |
| ≤340 মিমি |
0.03 মিমি |
0.01 মিমি |
0.005 মিমি |
0.002 মিমি |
| ≤420 মিমি |
0.04 মিমি |
0.02 মিমি |
0.01 মিমি |
0.002 মিমি |
| ≤550 মিমি |
- |
- |
0.02 মিমি |
0.005 মিমি |
| ≤600 মিমি |
- |
- |
- |
0.01 মিমি |
উপযুক্ত সমতলতা এবং সমান্তরালতা ব্লেডের সংস্পর্শ, স্থানীয় কাটিং লোড, অসম পরিধান এবং সমাপ্ত স্লিট প্রান্তের ভিন্নতা নিয়ন্ত্রণে সাহায্য করে।
সারফেস রুক্ষতা এবং সমাপ্তি
স্ট্যান্ডার্ড ব্লেড পৃষ্ঠের রুক্ষতা হল Ra 0.2 μm। প্রযোজ্য নির্ভুল আকারের জন্য, পালিশ করা পৃষ্ঠের রুক্ষতা Ra 0.1 μm এ পৌঁছাতে পারে।
|
সারফেস প্যারামিটার
|
স্পেসিফিকেশন
|
| স্ট্যান্ডার্ড সারফেস রুক্ষতা |
Ra 0.2 μm |
| পালিশ পৃষ্ঠ রুক্ষতা |
Ra 0.1 μm |
| Ra 0.1 μm এর জন্য প্রধান প্রযোজ্য পরিসর |
OD ≤420 মিমি সঙ্গে সংশ্লিষ্ট ফলক মাপ |
| সারফেস ফিনিশ |
স্থল, lapped এবং পালিশ |
মূল শব্দ "সারফেস রাউন্ডনেস: Ra 0.1 μm" সংশোধন করে "সারফেস রাফনেস" করা উচিত, কারণ Ra বলতে বৃত্তাকারের পরিবর্তে পৃষ্ঠের রুক্ষতা বোঝায়।
অনুভূমিক ব্লেড ক্লিয়ারেন্স রেফারেন্স
অনুভূমিক ব্লেড ক্লিয়ারেন্স প্রাথমিকভাবে ফালা বেধ এবং প্রসার্য শক্তি অনুযায়ী নির্বাচন করা হয়।
|
উপাদান এবং প্রসার্য শক্তি
|
স্ট্রিপ পুরুত্বের শতাংশ হিসাবে অনুভূমিক ক্লিয়ারেন্স
|
| নরম অ্যালুমিনিয়াম, তামা এবং পিতল, ≤100 MPa |
৩%–৫% |
| হালকা ইস্পাত, তামার খাদ এবং হার্ড অ্যালুমিনিয়াম, ≤240 MPa |
প্রায় 10% |
| মাঝারি-হার্ড স্টিল এবং নরম স্টেইনলেস স্টিল, প্রায় 420-620 MPa |
প্রায় 12%-15% |
| স্টেইনলেস স্টীল এবং উচ্চ খাদ ইস্পাত, প্রায় 700-1310 MPa |
প্রায় 15%-25% |
হট-রোল্ড স্টিলের জন্য, প্রধান রেফারেন্স রেঞ্জগুলি হল:
- প্রসার্য শক্তি ≤240 MPa সহ নরম হট-রোল্ড ইস্পাত: স্ট্রিপ পুরুত্বের প্রায় 10% প্রাথমিক ছাড়পত্র।
- আনুমানিক 420-620 MPa এর প্রসার্য শক্তি সহ মাঝারি-শক্তির হট-রোল্ড ইস্পাত: স্ট্রিপ পুরুত্বের প্রায় 12%-15% প্রাথমিক ছাড়পত্র।
এই মানগুলি প্রাথমিক সেটিং রেফারেন্স। চূড়ান্ত ক্লিয়ারেন্স অবশ্যই প্রকৃত ইস্পাত গ্রেড, বেধ, কাটিং-এজ অবস্থা, মেশিনের নির্ভুলতা এবং প্রয়োজনীয় শিয়ার-এজ প্রোফাইল অনুযায়ী সামঞ্জস্য করতে হবে।
অত্যধিক ক্লিয়ারেন্স নিয়মিত burr গঠন হতে পারে. অপর্যাপ্ত ক্লিয়ারেন্স উপাদান কম্প্রেশন, কাট-এজ লোড বা অস্বাভাবিক পরিধান বৃদ্ধি করতে পারে।
রোটারি স্লিটার ব্লেডগুলি কীভাবে কাজ করে
হট-রোল্ড স্টিলের কয়েলটি স্লিটিং লাইনে প্রবেশ করার পরে, উপরের এবং নীচের ঘূর্ণনশীল ব্লেডগুলি তাদের নিজ নিজ আর্বোরে মাউন্ট করা হয়। ব্লেড, স্পেসার এবং শিমস প্রয়োজনীয় স্ট্রিপ প্রস্থ অনুযায়ী সাজানো হয়।
স্লাইটিং প্রক্রিয়ার মধ্যে রয়েছে:
- গরম-ঘূর্ণিত ইস্পাত কুণ্ডলী স্লিটিং লাইনে প্রবেশ করে।
- রোটারি ব্লেডগুলি লক্ষ্য প্রস্থ অনুসারে উপরের এবং নীচের আর্বোরে সাজানো হয়।
- ইস্পাত স্পেসার ব্লেডের অবস্থান এবং সমাপ্ত স্ট্রিপ প্রস্থ নিয়ন্ত্রণ করে।
- শিমগুলি ব্লেডের অবস্থান এবং অনুভূমিক ক্লিয়ারেন্সকে সূক্ষ্ম সুর করতে ব্যবহৃত হয়।
- উপরের এবং নীচের ব্লেডগুলি প্রয়োজনীয় অনুভূমিক ক্লিয়ারেন্স এবং ওভারল্যাপ গঠন করে।
- ব্লেডের প্রান্ত দিয়ে যাওয়ার সময় ইস্পাত কুণ্ডলীটি ক্রমাগত কাঁটা হয়।
- রাবার রিং এবং স্ট্রিপার রিং হোল্ড-ডাউন, নির্দেশিকা এবং স্ট্রিপ অপসারণ সমর্থন করে।
- স্লিট স্ট্রিপগুলি রিকোইলিং বা ডাউনস্ট্রিম প্রক্রিয়াকরণ অব্যাহত রাখে।
স্লিটিং গুণমান শুধুমাত্র ব্লেডের তীক্ষ্ণতার উপরই নির্ভর করে না, বরং আর্বরের অবস্থা, ব্লেডের নির্ভুলতা, ক্লিয়ারেন্স সেটিং এবং সম্পূর্ণ টুলিং স্ট্যাকের জমা হওয়া মাত্রার উপরও নির্ভর করে।
হট-রোলড স্টিল স্লিটিং লাইনের জন্য সম্পূর্ণ টুলিং
SENDA স্লিটিং মেশিন, টার্গেট স্ট্রিপ প্রস্থ এবং টুলিং-স্ট্যাক কাঠামো অনুযায়ী ব্লেড এবং সমর্থনকারী টুলিং কনফিগার করতে পারে।
|
টুলিং কম্পোনেন্ট
|
প্রধান ফাংশন
|
| রোটারি স্লিটার ব্লেড |
ক্রমাগত অনুদৈর্ঘ্য slitting সঞ্চালন |
| ইস্পাত Spacers |
নিয়ন্ত্রণ ফলক অবস্থান এবং সমাপ্ত ফালা প্রস্থ |
| শিমস |
সূক্ষ্ম-সুর ফলক অবস্থান এবং অনুভূমিক ক্লিয়ারেন্স |
| এনবিআর রিং |
হোল্ড-ডাউন, নির্দেশিকা এবং স্ট্রিপিং সমর্থনের জন্য গরম-ঘূর্ণিত উপকরণগুলির জন্য প্রস্তাবিত |
| পিইউ রিং |
গরম-ঘূর্ণিত উপকরণ জন্য ঐচ্ছিক |
| ইস্পাত স্ট্রিপার রিং |
চাপ প্রয়োগ করুন, গাইড করুন এবং সরু রেখাচিত্রমালা সরান |
| বিভাজক সরঞ্জাম |
স্লিট স্ট্রিপগুলি আলাদা করুন এবং গাইড করুন |
গরম-ঘূর্ণিত উপকরণগুলির জন্য, এনবিআর রিংগুলি প্রস্তাবিত দিক, যখন পিইউ রিংগুলি মেশিন এবং উপাদান-পৃষ্ঠের অবস্থা অনুসারে নির্বাচন করা যেতে পারে।
হট-রোলড স্টিলের জন্য রোটারি স্লিটার ব্লেড কীভাবে নির্বাচন করবেন
1. হট-ঘূর্ণিত ইস্পাত পরামিতি নিশ্চিত করুন
অনুগ্রহ করে প্রদান করুন:
- হট-ঘূর্ণিত ইস্পাত গ্রেড
- স্ট্রিপ বেধ
- প্রসার্য শক্তি
- পৃষ্ঠের অবস্থা
এই তথ্য ব্লেড উপাদান, কঠোরতা এবং প্রাথমিক অনুভূমিক ক্লিয়ারেন্স নির্ধারণ করতে ব্যবহৃত হয়।
2. ব্লেড এবং আর্বার মাত্রা নিশ্চিত করুন
অনুগ্রহ করে প্রদান করুন:
- ব্লেড বাইরের ব্যাস
- ব্লেড ভিতরের ব্যাস
- ব্লেড বেধ
- Arbor মাত্রা
- বোর এবং ইনস্টলেশন কাঠামো
- বিদ্যমান ব্লেড অঙ্কন বা শারীরিক নমুনা
সমতলতা, সমান্তরালতা, ঘনত্ব, ব্যাসার্ধ, চেম্ফার বা অত্যাধুনিক জ্যামিতির জন্য যেকোনো অঙ্কনের প্রয়োজনীয়তাও প্রদান করা উচিত।
3. উৎপাদন শর্তাবলী নিশ্চিত করুন
অনুগ্রহ করে প্রদান করুন:
- স্লিটিং গতি
- টার্গেট স্ট্রিপ প্রস্থ
- স্লিটিং-মেশিন মডেল
- মাল্টি-ছুরি টুলিং কনফিগারেশন
প্রায় 0.5-2.7 মিমি কোল্ড-রোল্ড এবং হট-রোল্ড ইস্পাত প্রক্রিয়াকরণের কিছু উচ্চ-গতির স্লিটিং লাইনের একটি শিল্প রেফারেন্স গতি প্রায় 305 মি/মিনিট। প্রকৃত অপারেটিং গতি এখনও স্ট্রিপের বেধ, প্রসার্য শক্তি, ব্লেডের মাত্রা এবং মেশিনের অবস্থার উপর নির্ভর করে। এই গতি সম্পূর্ণ 0.1-24 মিমি পুরুত্বের পরিসরে সমানভাবে প্রয়োগ করা উচিত নয়।
4. বর্তমান স্লিটিং সমস্যা নিশ্চিত করুন
স্লিট এজ, ব্লেডের কাটিং এজ এবং পরিধানের অবস্থার ফটোগুলি মূল্যায়নে সাহায্য করতে পারে:
- Burr অবস্থান এবং দিক
- ব্লেড চিপিং
- অমসৃণ ব্লেড পরিধান
- স্ট্রিপ-প্রস্থ বৈচিত্র
- ছুরি জ্যামিং
- অস্থির স্ট্রিপিং
5. সাপোর্টিং টুলিং প্রয়োজনীয়তা নিশ্চিত করুন
অনুগ্রহ করে নিশ্চিত করুন যে অর্ডার প্রয়োজন কিনা:
- ইস্পাত স্পেসার
- শিমস
- এনবিআর বা পিইউ রিং
- স্টিলের স্ট্রিপার রিং
- বিভাজক সরঞ্জাম
অঙ্কন পর্যালোচনা থেকে মাত্রিক পরিদর্শন
হট-রোল্ড স্টিলের স্লিটার ব্লেডগুলি অবশ্যই গ্রাহকের বিদ্যমান আর্বোর, স্পেসার এবং সম্পূর্ণ টুলিং স্ট্যাকের সাথে মেলে। SENDA গ্রাহকের অঙ্কন, বিদ্যমান ব্লেড মাত্রা বা শারীরিক নমুনা অনুযায়ী উত্পাদন করতে পারে। অনুমোদিত অঙ্কন উত্পাদন এবং সমাপ্ত পণ্য পরিদর্শন জন্য ভিত্তি হিসাবে ব্যবহার করা হয়.
অঙ্কন এবং পরামিতি পর্যালোচনা
উত্পাদনের আগে, প্রযুক্তিগত তথ্য নিশ্চিত করার জন্য পর্যালোচনা করা হয়:
- ব্লেড ওডি, আইডি এবং বেধ
- বোর থেকে আর্বার ফিটিং মাত্রা
- সমতলতা এবং সমান্তরালতার প্রয়োজনীয়তা
- ঘনত্বের প্রয়োজনীয়তা
- ব্যাসার্ধ, চেম্ফার এবং কাটিয়া-এজ গঠন
- অঙ্কন দেখানো মাত্রিক সহনশীলতা এবং পরিদর্শন তথ্য
ব্লেড উপাদান, কঠোরতা এবং নির্ভুলতা গ্রেড এছাড়াও গরম-ঘূর্ণিত ইস্পাত বেধ, প্রসার্য শক্তি এবং প্রকৃত slitting শর্ত অনুযায়ী নির্বাচন করা হয়.

সমাপ্ত-ব্লেড মাত্রিক পরিদর্শন
মেশিন করার পরে, সমাপ্ত ফলক মাত্রা এবং পৃষ্ঠের অবস্থা অনুমোদিত অঙ্কন এবং অর্ডার প্রয়োজনীয়তা অনুযায়ী চেক করা হয়। এটি নিশ্চিত করতে সাহায্য করে যে ব্লেডগুলি গ্রাহকের বিদ্যমান আর্বোর এবং টুলিং কনফিগারেশনের সাথে মেলে।
পরিদর্শন আইটেম অন্তর্ভুক্ত হতে পারে:
- বাইরের ব্যাস
- ভিতরের ব্যাস
- ব্লেড বেধ
- অঙ্কন-নির্দিষ্ট মাত্রা
- কাটিং-এজ এবং পৃষ্ঠের অবস্থা
- সম্পূর্ণ টুলিং সেটের মাত্রিক ফিট
উত্পাদন প্রক্রিয়া
SENDA নকল অ্যালয় টুল স্টিল, হাই-স্পিড স্টিল, মালিকানাধীন ইস্পাত এবং পাউডার-ধাতুবিদ্যা উচ্চ-পারফরম্যান্স স্টিল থেকে শিল্প স্লিটিং টুলিং তৈরি করে।
প্রধান উত্পাদন প্রক্রিয়া অন্তর্ভুক্ত:
- আবেদন এবং অঙ্কন পর্যালোচনা
- ফলক উপাদান এবং কঠোরতা নিশ্চিতকরণ
- কাঁচামাল প্রস্তুত এবং জালিয়াতি
- ভ্যাকুয়াম তাপ চিকিত্সা বা লবণ-স্নান তাপ চিকিত্সা
- টেম্পারিং
- CNC মাত্রিক যন্ত্র
- অভ্যন্তরীণ এবং বহিরাগত নলাকার নাকাল
- যথার্থ পৃষ্ঠ নাকাল
- অত্যাধুনিক প্রক্রিয়াকরণ
- ল্যাপিং বা পলিশিং
- মাত্রিক এবং পৃষ্ঠ পরিদর্শন
- মরিচা প্রতিরোধ এবং প্যাকেজিং
প্রকৃত উৎপাদন রুট ফলক উপাদান, মাত্রা এবং স্পষ্টতা প্রয়োজনীয়তা অনুযায়ী পরিবর্তিত হতে পারে.
পরিদর্শন এবং মান নিয়ন্ত্রণ
SENDA কাঁচামাল, উত্পাদন প্রক্রিয়া এবং সমাপ্ত ব্লেড নিয়ন্ত্রণ করতে উপাদান বিশ্লেষণ, মাত্রিক পরিদর্শন এবং পৃষ্ঠ পরিদর্শন ব্যবহার করে।
|
পরিদর্শন আইটেম
|
পরিদর্শন বিষয়বস্তু
|
| বর্ণালী বিশ্লেষণ |
উপাদানের রাসায়নিক গঠন পরীক্ষা করে |
| মেটালোগ্রাফিক বিশ্লেষণ |
উপাদান মাইক্রোস্ট্রাকচার মূল্যায়ন করে |
| অ-ধ্বংসাত্মক পরীক্ষা |
উপাদান বা পণ্যের ত্রুটি পরীক্ষা করে |
| ওডি এবং আইডি পরিদর্শন |
অনুমোদিত অঙ্কন অনুযায়ী বাইরের এবং ভিতরের ব্যাস পরীক্ষা করে |
| বেধ পরিদর্শন |
ফলকের পুরুত্ব পরীক্ষা করে |
| সমতলতা পরিদর্শন |
ফলকের সমতলতা পরীক্ষা করে |
| সমান্তরাল পরিদর্শন |
কাজের পৃষ্ঠতলের মধ্যে সমান্তরালতা পরীক্ষা করে |
| একাগ্রতা পরিদর্শন |
বোর এবং বাইরের ব্যাসের মধ্যে ঘনকেন্দ্রিক সম্পর্ক পরীক্ষা করে |
| সারফেস রুক্ষতা পরিদর্শন |
স্থল বা পালিশ করা পৃষ্ঠের রুক্ষতা পরীক্ষা করে |
| কাটিং-এজ পরিদর্শন |
চিপিং, burrs এবং নাকাল অবস্থা পরীক্ষা করে |
নির্দিষ্ট পরিদর্শন আইটেম ফলক উপাদান, মাত্রা, অঙ্কন এবং অর্ডার প্রয়োজনীয়তা অনুযায়ী নির্ধারিত হয়.
প্যাকেজিং এবং ডেলিভারি
|
আইটেম
|
স্পেসিফিকেশন
|
| MOQ |
2 টুকরা |
| ডেলিভারি সময় |
30-35 দিন |
| মরিচা সুরক্ষা |
মরিচা বিরোধী তেল |
| অভ্যন্তরীণ সুরক্ষা |
প্রতিরক্ষামূলক প্লাস্টিকের মোড়ক |
| বাইরের প্যাকেজিং |
শক্তিশালী পাতলা পাতলা কাঠের কেস |
| পেমেন্ট শর্তাবলী |
L/C, D/A, D/P, T/T, ওয়েস্টার্ন ইউনিয়ন |
| সার্টিফিকেশন |
ISO 9001 |
| উৎপত্তি স্থান |
চীন |
প্যাকেজিংয়ের আগে, ব্লেডগুলি মরিচা সুরক্ষা পায়। প্রতিরক্ষামূলক প্লাস্টিকের মোড়ক এবং একটি শক্তিশালী পাতলা পাতলা কাঠের কেস পরিবহনের সময় আর্দ্রতা, ক্ষয় এবং কাটিং-এজ ক্ষতির ঝুঁকি কমাতে সাহায্য করে।
প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
হট-ঘূর্ণিত ইস্পাত স্লিটার ব্লেডের জন্য কি উপকরণ পাওয়া যায়?
উপলব্ধ উপকরণগুলির মধ্যে রয়েছে LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 এবং Cr12MoV। LS7, LS6 এবং LS13 হট-ঘূর্ণিত ইস্পাত বেধ অনুযায়ী নির্বাচন করা হয়। অন্যান্য উপকরণ স্ট্রিপ শক্তি, পৃষ্ঠ অবস্থা এবং প্রকৃত slitting প্রয়োজনীয়তা অনুযায়ী নির্বাচন করা হয়.
ব্লেডগুলি কী গরম-ঘূর্ণিত ইস্পাত বেধে প্রক্রিয়া করতে পারে?
বর্তমান কাটিং-বেধের পরিসীমা 0.1-24 মিমি। বিভিন্ন বেধ, শক্তি এবং মেশিনের অবস্থার জন্য বিভিন্ন ব্লেড সামগ্রী, কঠোরতা, মাত্রা, ছাড়পত্র এবং অপারেটিং গতি প্রয়োজন।
HRC 62-64 কি প্রতিটি ব্লেড উপাদানের জন্য উপযুক্ত?
নং HRC 62–64 শুধুমাত্র প্রযোজ্য টুল-স্টিল ব্লেড স্পেসিফিকেশনের জন্য উপলব্ধ। এলএস-সিরিজ স্টিল, এইচএসএস, এসডি-সিরিজ উপকরণ এবং অন্যান্য গ্রেডের জন্য তাদের উপাদান বৈশিষ্ট্য এবং প্রকৃত অপারেটিং অবস্থার অনুযায়ী কঠোরতা নির্বাচন প্রয়োজন।
হট-রোল্ড স্টিল স্লিটিং এর জন্য কোন অনুভূমিক ক্লিয়ারেন্স ব্যবহার করা উচিত?
প্রসার্য শক্তি ≤240 MPa সহ নরম হট-রোল্ড স্টিলের জন্য, প্রাথমিক রেফারেন্স হিসাবে প্রায় 10% স্ট্রিপ বেধ ব্যবহার করা যেতে পারে। আনুমানিক 420-620 MPa এ মাঝারি-শক্তির হট-রোল্ড স্টিলের জন্য, প্রায় 12%-15% প্রাথমিক রেফারেন্স হিসাবে ব্যবহার করা যেতে পারে। চূড়ান্ত ক্লিয়ারেন্স প্রকৃত শিয়ার-এজ প্রোফাইল, বুর অবস্থা, মেশিনের নির্ভুলতা এবং ব্লেডের অবস্থা অনুযায়ী সামঞ্জস্য করা উচিত।
SENDA কি ব্লেড নির্ভুলতা প্রদান করতে পারে?
ব্লেড ব্যাসের উপর নির্ভর করে, বেধ সহনশীলতা ±0.001 মিমি এবং সমান্তরালতা 0.002 মিমি পৌঁছাতে পারে। স্ট্যান্ডার্ড পৃষ্ঠের রুক্ষতা হল Ra 0.2 μm, যখন প্রযোজ্য পালিশ স্পেসিফিকেশন Ra 0.1 μm পর্যন্ত পৌঁছাতে পারে।
একটি উদ্ধৃতি জন্য কি তথ্য প্রয়োজন?
অনুগ্রহ করে হট-রোল্ড স্টিলের গ্রেড, বেধ, প্রসার্য শক্তি, স্লিটিং গতি, টার্গেট স্ট্রিপ প্রস্থ, ব্লেড OD × ID × T, আর্বরের মাত্রা, বর্তমান ফলক উপাদান, বর্তমান স্লিটিং সমস্যা, অঙ্কন এবং প্রয়োজনীয় পরিমাণ প্রদান করুন।
একটি কাস্টম উদ্ধৃতি জন্য প্রয়োজনীয় তথ্য
উপযুক্ত ফলক উপাদান, কঠোরতা, মাত্রিক নির্ভুলতা এবং টুলিং কনফিগারেশন নির্ধারণ করতে, অনুগ্রহ করে প্রদান করুন:
- হট-ঘূর্ণিত ইস্পাত গ্রেড
- হট-ঘূর্ণিত ইস্পাত বেধ
- প্রসার্য শক্তি
- স্লিটিং গতি
- টার্গেট স্ট্রিপ প্রস্থ
- ব্লেড বাইরের ব্যাস, ভিতরের ব্যাস এবং বেধ
- Arbor মাত্রা
- বর্তমান ফলক উপাদান
- বর্তমান burr, chipping বা পরিধান সমস্যা
- প্রয়োজনীয় স্পেসার, রাবারের রিং বা স্ট্রিপার রিং
- ব্লেড প্রযুক্তিগত অঙ্কন
- বিদ্যমান ব্লেড ফটো বা শারীরিক মাত্রা
- প্রয়োজনীয় পরিমাণ
আপনার ব্লেড অঙ্কন আপলোড করুন এবং উপাদান, মাত্রিক সহনশীলতা এবং সম্পূর্ণ টুলিং পর্যালোচনার জন্য হট-রোল্ড স্টিলের বেধ, প্রসার্য শক্তি এবং স্লিটিং-লাইন পরামিতি প্রদান করুন।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!