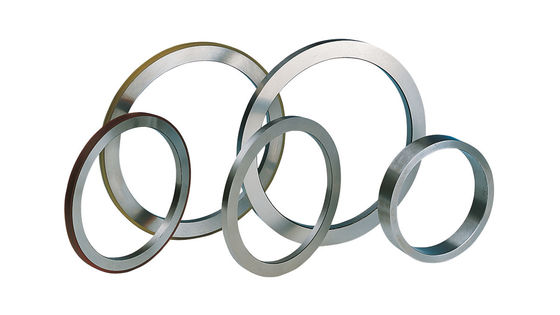
SENDA স্টেইনলেস স্টীল শীট, রোলস এবং স্ট্রিপগুলির ধারাবাহিক লম্বা লম্বা কাটা জন্য HRC55 ঘূর্ণনশীল স্লিটার ব্লেড তৈরি করে।
প্রতিটি ব্লেড স্টেইনলেস স্টীল গ্রেড, উপাদান বেধ, টান শক্তি, কাটা গতি, arbor মাত্রা এবং মেশিন অবস্থার অনুযায়ী কাস্টমাইজ করা হয়।D2 এবং SKD11 প্রধান ফলক উপাদান বিকল্প হিসাবে উপলব্ধ, যার কঠোরতা পরিসীমা HRC ৫৫৫৭।
প্রযোজ্য ব্লেডের আকারের জন্য, বেধের সহনশীলতা ± 0.001 মিমি, সমান্তরালতা 0.002 মিমি এবং পোলিশ পৃষ্ঠের রুক্ষতা Ra 0.1 μm পর্যন্ত নিয়ন্ত্রণ করা যেতে পারে।
পণ্য সম্পর্কিত মূল তথ্য
|
পয়েন্ট
|
স্পেসিফিকেশন
|
| ব্লেডের উপাদান |
D2 / SKD11 |
| কঠোরতা |
এইচআরসি ৫৫৫৫৭ |
| মাত্রা |
অঙ্কন অনুযায়ী কাস্টমাইজড |
| MOQ |
২ টুকরা |
| লিড টাইম |
প্রায় ৩৫ দিন |
| প্যাকেজ |
কাঠের কেস |
| পুনরায় মিলিং |
বিদেশী গ্রাহকদের জন্য উপলব্ধ |
পণ্যের সংক্ষিপ্ত বিবরণ
এইচআরসি৫৫ রোটারি স্লিটার ব্লেডগুলি স্টেইনলেস স্টীল স্লিটার মেশিনের উপরের এবং নীচের অ্যারবগুলিতে ইনস্টল করা হয়।ব্লেডগুলি নিয়ন্ত্রিত অনুভূমিক ফাঁকা এবং উল্লম্ব ওভারল্যাপ ব্যবহার করে অবিচ্ছিন্নভাবে স্টেইনলেস স্টিল শীট বা রোলসকে আরও সংকীর্ণ স্ট্রিপগুলিতে বিভক্ত করে.
সাধারণ অ্যাপ্লিকেশনগুলির মধ্যে রয়েছেঃ
- স্টেইনলেস স্টীল রোলস কাটা লাইন
- স্টেইনলেস স্টীল শীট কাটার যন্ত্রপাতি
- স্টেইনলেস স্টীল স্ট্রিপ উৎপাদন
- ধাতু প্রক্রিয়াজাতকরণ পরিষেবা কেন্দ্র
- স্টেইনলেস স্টীল স্ট্রিপ প্রক্রিয়াকরণ
- স্টেইনলেস স্টীল প্রান্ত ট্রিমিং
- মাল্টি-কাঁচা কাটার সিস্টেম
চূড়ান্ত কাটা ফলাফল শুধুমাত্র কঠোরতা দ্বারা নির্ধারিত হয় না. ব্লেড উপাদান, মাত্রা সঠিকতা, কাটা প্রান্ত জ্যামিতি, arbor অবস্থা,স্পেসার কনফিগারেশন এবং ইনস্টলেশন পরামিতিগুলিও অ্যাপ্লিকেশনটির সাথে মেলে.
উত্পাদনের আগে, SENDA স্টেইনলেস স্টিলের গ্রেড, বেধ, প্রসার্য শক্তি, ব্লেডের মাত্রা এবং মেশিনের অবস্থা পর্যালোচনা করে।
স্টেইনলেস স্টীল কাটার ক্ষেত্রে সাধারণ সমস্যা
অত্যধিক এজ বার্স
অত্যধিক burrs ভুল অনুভূমিক স্বচ্ছতা, পরা কাটিয়া প্রান্ত, ফলক ইনস্টলেশন ত্রুটি বা arbor runout সঙ্গে সম্পর্কিত হতে পারে।
ব্লেডের বেধ এবং সমান্তরালতাও উপরের এবং নীচের ব্লেডগুলির মধ্যে কাটা অবস্থানকে প্রভাবিত করে।পৃথক ব্লেড এবং স্পেসারগুলির মাত্রাগত বিচ্যুতিগুলি জমা হতে পারে এবং প্রকৃত কাটার স্বচ্ছতা পরিবর্তন করতে পারে.
Burr নিয়ন্ত্রণ তাই উভয় ফলক এবং সম্পূর্ণ টুলিং কনফিগারেশন একটি মূল্যায়ন প্রয়োজন।
কাটিং এজ চিপিং
ব্লেডের ফাটল সর্বদা অপর্যাপ্ত কঠোরতার কারণে হয় না।
যদি পর্যাপ্ত কঠোরতা ছাড়া কঠোরতা খুব বেশি হয় তবে উচ্চ-শক্তিযুক্ত স্টেইনলেস স্টিল কেটে, অত্যধিক ব্লেড ওভারল্যাপের সাথে কাজ করার সময় বা অস্বাভাবিক প্রভাবের মুখোমুখি হওয়ার সময় স্থানীয় চিপিং ঘটতে পারে।
যদি কঠোরতা খুব কম হয়, কাটার প্রান্ত পরিধান এবং পুনরায় পেষণ ফ্রিকোয়েন্সি বৃদ্ধি হতে পারে।
এইচআরসি 55 ′′ 57 এর পরিসীমাটি D2 বা SKD11 এর তাপ চিকিত্সার অবস্থার সাথে মিলে যেতে হবে, স্টেইনলেস স্টিলের শক্তি, উপাদান বেধ এবং মেশিনের লোড।
ব্লেডের ভারসাম্যহীন পরিধান
একতরফা বা স্থানীয় ব্লেড পরাজয় নিম্নলিখিতগুলির সাথে সম্পর্কিত হতে পারেঃ
- ব্লেডের সমতলতা বা সমান্তরালতা
- বার্বার রানআউট
- স্পেসার বেধ কনফিগারেশন
- সরঞ্জাম লকিং অবস্থা
- অসামান্য লোডিং
- স্টেইনলেস স্টিলের বেধের পরিবর্তন
- ব্লেড এবং ওয়ার্কপিসের মধ্যে ভুল মিল
ব্লেডগুলি প্রতিস্থাপনের আগে, অ্যারবার, স্পেসার, stripping রিং এবং ইনস্টলেশন শর্তগুলিও পরীক্ষা করা উচিত।
অস্থির স্ট্রিপ প্রস্থ
স্ট্রিপ-প্রস্থের বৈচিত্রতা ব্লেডের বেধ, স্পেসার নির্ভুলতা, বোর অবস্থান, টুলিং লকিং বা উপাদান ট্র্যাকিং দ্বারা সৃষ্ট হতে পারে।
মাল্টি-ব্লেড স্লিটার লাইনগুলির জন্য, মাত্রা নিয়ন্ত্রণটি কেবলমাত্র পৃথক ঘূর্ণন স্লিটার ব্লেডগুলির পরিবর্তে পুরো টুলিং সেটটি কভার করতে হবে।
কেন ব্লেডের উপাদান, কঠোরতা এবং যথার্থতা মিলানো উচিত
HRC55 একমাত্র নির্বাচন ফ্যাক্টর নয়
এইচআরসি৫৫ ব্লেডের রকওয়েল কঠোরতার মাত্রা নির্দেশ করে, তবে এটি স্বতন্ত্রভাবে নির্ধারণ করতে পারে না যে ব্লেডটি একটি নির্দিষ্ট স্টেইনলেস স্টিলের কাটিয়া লাইনের জন্য উপযুক্ত কিনা।
ব্লেড নির্বাচন এছাড়াও বিবেচনা করা উচিতঃ
- স্টেইনলেস স্টীল গ্রেড
- উপাদান বেধ
- প্রসার্য শক্তি বা কঠোরতা
- স্প্লিটিং গতি
- প্রয়োজনীয় স্ট্রিপ প্রস্থ
- ব্লেডের বাইরের ব্যাসার্ধ, অভ্যন্তরীণ ব্যাসার্ধ এবং বেধ
- মেশিন এবং ডার্বের অবস্থা
- বিদ্যমান বুর, চিপিং বা পরিধানের সমস্যা
D2 এবং SKD11 HRC 55 ̊57 পরিসীমা মধ্যে তাপ চিকিত্সা করা যেতে পারে। চূড়ান্ত উপাদান এবং তাপ চিকিত্সা কনফিগারেশন প্রকৃত অপারেটিং অবস্থার অনুযায়ী নির্বাচন করা উচিত।
বেধ সহনশীলতা টুলিং সমাবেশ প্রভাবিত
প্রযোজ্য ব্লেডের আকারের জন্য, SENDA ± 0.001 মিমি পর্যন্ত ব্লেডের বেধের সহনশীলতা নিয়ন্ত্রণ করতে পারে।
মাল্টি-ব্লেড টুলিং সমন্বয়ে, ব্লেড এবং স্পেসার বেধগুলি সঞ্চিত টুলিং প্রস্থ নির্ধারণ করে।অত্যধিক সঞ্চিত বিচ্যুতিতে স্ট্রিপ-প্রস্থের পরিবর্তন বা প্রকৃত এবং পরিকল্পিত কাটিয়া স্বচ্ছতার মধ্যে একটি পার্থক্য হতে পারে.
± 0.001 মিমি মান প্রতিটি ব্যাসার্ধ এবং বেধের জন্য প্রযোজ্য নয়। চূড়ান্ত tolerances ব্লেড মাত্রা এবং প্রয়োজনীয় নির্ভুলতা গ্রেড অনুযায়ী নিশ্চিত করা হয়।
সমান্তরালতা ব্লেড যোগাযোগকে প্রভাবিত করে
প্রযোজ্য ফলকের আকারের জন্য, সমান্তরালতা 0.002 মিমি পর্যন্ত নিয়ন্ত্রণ করা যেতে পারে।
সমান্তরালতা বিচ্যুতি স্থানীয় যোগাযোগ, অসম লোডিং বা অসামঞ্জস্যপূর্ণ কাটা প্রান্ত পরিধান হতে পারে।নিয়ন্ত্রিত সমান্তরালতা উপরের এবং নীচের ফলকগুলির মধ্যে প্রত্যাশিত যোগাযোগের অবস্থান বজায় রাখতে সহায়তা করে.
পৃষ্ঠের রুক্ষতা ঘর্ষণ এবং স্পর্শকে প্রভাবিত করে
স্ট্যান্ডার্ড ফাইন গ্রাউন্ড পৃষ্ঠ Ra 0.2 μm পর্যন্ত পৌঁছতে পারে।
প্রযোজ্য ব্লেডের আকারের জন্য, Ra 0.1 μm পর্যন্ত একটি পোলিশ পৃষ্ঠ উপলব্ধ।
প্রয়োজনীয় পৃষ্ঠ সমাপ্তিটি স্টেইনলেস স্টিলের পৃষ্ঠের প্রয়োজনীয়তা, উপাদান সংযুক্তি, কাটা গতি এবং অপারেটিং শর্ত অনুযায়ী নির্বাচন করা উচিত।
SENDA HRC55 রোটারি স্লিটার ব্লেড সলিউশন
অঙ্কন এবং অপারেটিং শর্ত অনুযায়ী কাস্টমাইজড
SENDA গ্রাহকের অঙ্কন, শারীরিক নমুনা বা বিদ্যমান ব্লেডের মাত্রা অনুযায়ী HRC55 ঘূর্ণনশীল স্লিটার ব্লেড তৈরি করে।
কাস্টমাইজযোগ্য আইটেমগুলির মধ্যে রয়েছেঃ
- বাইরের ব্যাসার্ধ
- অভ্যন্তরীণ ব্যাসার্ধ
- ব্লেড বেধ
- বোর ফিট
- কাটিয়া প্রান্ত জ্যামিতি
- কঠোরতা
- সমতল
- সমান্তরালতা
- পৃষ্ঠের রুক্ষতা
- মরিচা সুরক্ষা
- প্যাকেজিং পদ্ধতি
উৎপাদনের আগে স্টেইনলেস স্টিলের গ্রেড, বেধের পরিসীমা, প্রসার্য শক্তি, কাটার গতি এবং মেশিনের অবস্থা পর্যালোচনা করা হয়।
D2 এবং SKD11 উপাদান বিকল্প
D2 এবং SKD11 হল ধাতু কাটা ব্লেডের জন্য ব্যবহৃত ঠান্ডা-কাজ সরঞ্জাম ইস্পাত।
চূড়ান্ত উপাদান নির্বাচন নিম্নলিখিত উপর নির্ভর করেঃ
- স্টেইনলেস স্টীল শক্তি
- উপাদান বেধ
- কাটিয়া প্রান্ত লোড
- প্রত্যাশিত পরিধানের মোড
- চিপিং ঝুঁকি
- পুনরায় মিলিংয়ের প্রয়োজনীয়তা
- স্লিটিং লাইন শর্তাবলী
এই পৃষ্ঠায় প্রদর্শিত HRC 55 ′′ 57 মানটি উপলব্ধ ব্লেড কঠোরতা পরিসীমা। এর অর্থ এই নয় যে প্রতিটি অ্যাপ্লিকেশন একই তাপ চিকিত্সা প্রক্রিয়া ব্যবহার করে।
সুনির্দিষ্ট গ্রাইন্ডিং এবং মাত্রা নিয়ন্ত্রণ
SENDA নিম্নলিখিত আইটেমগুলি ব্লেডের মাত্রা এবং অনুমোদিত অঙ্কন অনুযায়ী নিয়ন্ত্রণ করেঃ
- ব্লেড বেধ
- সমতল
- সমান্তরালতা
- খাঁজ আকার
- কনসেন্ট্রিসিটি বা রেডিয়াল রানআউট
- অত্যাধুনিক অবস্থা
- পৃষ্ঠের রুক্ষতা
প্রযোজ্য ব্লেডের আকারের জন্যঃ
- বেধ সহনশীলতা ± 0.001 মিমি পৌঁছাতে পারে
- সমান্তরালতা 0.002 মিমি পৌঁছতে পারে
- স্ট্যান্ডার্ড পৃষ্ঠের রুক্ষতা Ra 0.2 μm পর্যন্ত পৌঁছতে পারে
- পোলিশ পৃষ্ঠের রুক্ষতা Ra 0.1 μm পর্যন্ত পৌঁছতে পারে
সম্পূর্ণ স্লিটিং টুলিং সাপোর্ট
রোটারি স্লিটার ব্লেড ছাড়াও, SENDA প্রয়োজনীয় স্ট্রিপ প্রস্থ, উপাদান stripping পদ্ধতি এবং মেশিন কাঠামো অনুযায়ী ম্যাচিং টুলিং উপাদান সরবরাহ করতে পারেন।
উপলব্ধ উপাদানগুলির মধ্যে রয়েছেঃ
- ইস্পাত স্পেসার
- শিমস
- পিইউ রিং
- গামুর রিং
- বিভাজক রিং
- স্টিলের স্ট্রিপার রিং
ব্লেড, স্পেসার এবং স্ট্রিপিং উপাদানগুলি একটি সম্পূর্ণ টুলিং সিস্টেম হিসাবে কনফিগার করা উচিত যাতে মাত্রাগুলির অসঙ্গতি এবং অস্থির উপাদান স্ট্রিপিং হ্রাস পায়।
টেকনিক্যাল স্পেসিফিকেশন
|
প্যারামিটার
|
স্পেসিফিকেশন
|
| পণ্যের নাম |
HRC55 ঘূর্ণনশীল স্লিটার ব্লেড |
| প্রয়োগ |
স্টেইনলেস স্টীল শীট, রোল এবং স্ট্রিপ কাটা |
| ব্লেডের উপাদান |
D2 / SKD11 |
| কঠোরতা |
এইচআরসি ৫৫৫৫৭ |
| বাইরের ব্যাসার্ধ |
অঙ্কন অনুযায়ী কাস্টমাইজড |
| অভ্যন্তরীণ ব্যাসার্ধ |
বার্ব মাত্রা অনুযায়ী কাস্টমাইজড |
| ব্লেড বেধ |
টুলিং কনফিগারেশন অনুযায়ী কাস্টমাইজড |
| বেধ সহনশীলতা |
প্রযোজ্য ব্লেডের আকারের জন্য ± 0.001 মিমি পর্যন্ত |
| সমান্তরালতা |
আকারের উপর নির্ভর করে 0.002 মিমি পর্যন্ত |
| সমতল |
ব্লেড ব্যাসার্ধ, বেধ এবং অঙ্কন প্রয়োজনীয়তা অনুযায়ী নিয়ন্ত্রিত |
| বিরক্তিকর সহনশীলতা |
অনুমোদিত ডায়াগ্রাম এবং বোর ফিট অনুযায়ী |
| কনসেন্ট্রিসিটি / রেডিয়াল রানআউট |
অনুমোদিত অঙ্কন এবং পরিদর্শন তথ্য অনুযায়ী |
| স্ট্যান্ডার্ড সারফেস রুক্ষতা |
Ra 0.2 μm |
| পোলিশ পৃষ্ঠের রুক্ষতা |
প্রযোজ্য ব্লেড আকারের জন্য Ra 0.1 μm পর্যন্ত |
| এজ জ্যামিতি |
কাটা অ্যাপ্লিকেশন অনুযায়ী কাস্টমাইজড |
| উত্পাদন ভিত্তি |
অঙ্কন, নমুনা বা বিদ্যমান ব্লেডের মাত্রা |
| মেলে এমন সরঞ্জাম |
স্পেসার, শিম, পিইউ রিং, গামুর রিং এবং স্ট্রিপার রিং |
| MOQ |
২ টুকরা |
| লিড টাইম |
প্রায় ৩৫ দিন |
| স্ট্যান্ডার্ড প্যাকিং |
কাঠের কেস |
| পুনরায় মিলিং পরিষেবা |
বিদেশী গ্রাহকদের জন্য উপলব্ধ |
| সার্টিফিকেশন |
আইএসও ৯০০১ |
| উৎপত্তি দেশ |
চীন |
নোটঃতালিকাভুক্ত যথার্থতার মানগুলি প্রতিটি ফলকের আকারের জন্য প্রযোজ্য নয়। ফলকের ব্যাসার্ধ, বেধ, উপাদান এবং অনুমোদিত অঙ্কন অনুযায়ী চূড়ান্ত tolerances এবং পরিদর্শন মানদণ্ড নিশ্চিত করা হয়।
স্টেইনলেস স্টীল কাটার অ্যাপ্লিকেশন
এইচআরসি৫৫ রোটারি স্লিটার ব্লেডগুলি স্টেইনলেস স্টিলের শীট, রোলস এবং স্ট্রিপগুলির লম্বীয় কাটার জন্য ব্যবহৃত হয়।
ব্লেড কনফিগারেশন নির্দিষ্ট স্টেইনলেস স্টীল গ্রেড এবং অপারেটিং শর্ত অনুযায়ী নির্বাচন করা উচিত।
বিভিন্ন স্টেইনলেস স্টিলের বিভিন্ন গ্রেডের বিভিন্ন বৈশিষ্ট্য থাকতে পারেঃ
- প্রসার্য শক্তি
- কর্ম-কঠোর আচরণ
- পৃষ্ঠের প্রয়োজনীয়তা
- এজ কাটার প্রয়োজনীয়তা
- চিপিং এবং পরিধানের ঝুঁকি
সাধারণ বর্ণনা রোজেনলেস স্টীল চূড়ান্ত ফলক নির্বাচন করার জন্য যথেষ্ট নয়। গ্রাহকদের উপাদান গ্রেড, বেধ পরিসীমা এবং শক্তি তথ্য প্রদান করা উচিত।
এইচআরসি৫৫ রোটারি স্লিটার ব্লেড কিভাবে কাজ করে
ঘূর্ণনশীল স্লিটার ব্লেডগুলি সাধারণত উপরের এবং নীচের অ্যার্বগুলিতে জোড়ায় জোড়ায় ইনস্টল করা হয়।
স্টেইনলেস স্টীলটি মেশিনের মধ্য দিয়ে যাওয়ার সাথে সাথে, উপরের এবং নীচের ফলকগুলি নিয়ন্ত্রিত অনুভূমিক স্বচ্ছতা এবং উল্লম্ব ওভারল্যাপের মাধ্যমে একটি অবিচ্ছিন্ন কাটিয়া কর্ম তৈরি করে।
চূড়ান্ত কাটার অবস্থা নিম্নলিখিত দ্বারা প্রভাবিত হয়ঃ
- ব্লেড উপাদান এবং কঠোরতা
- অত্যাধুনিক অবস্থা
- অনুভূমিক স্বচ্ছতা
- উল্লম্ব ওভারল্যাপ
- বার্ব নির্ভুলতা
- ব্লেড সমান্তরালতা
- স্পেসার বেধ কনফিগারেশন
- স্ট্রিপার-রিং ব্যবস্থা
- উপাদান বেধ
- প্রসার্য শক্তি
- উৎপাদন লাইন গতি
প্রতিটি স্টেইনলেস স্টীল গ্রেডের জন্য একটি একক স্থির ক্লিয়ারান্স অনুপাত প্রয়োগ করা উচিত নয়।
স্টেইনলেস স্টীল গ্রেড, উপাদান বেধ, প্রসার্য শক্তি, প্রয়োজনীয় প্রান্ত অবস্থা এবং মেশিনের অবস্থা অনুযায়ী অনুভূমিক স্বচ্ছতা নির্বাচন করা উচিত।
অপর্যাপ্ত স্বচ্ছতা কাটিয়া লোড, পরিধান এবং চিপিং ঝুঁকি বৃদ্ধি করতে পারে। অত্যধিক স্বচ্ছতা একটি বৃহত্তর ভাঙ্গন জোন, বর্ধিত burrs বা প্রান্ত বিকৃতি হতে পারে।
কিভাবে সঠিক HRC55 Slitter Blade নির্বাচন করবেন
স্টেইনলেস স্টীল উপাদান নিশ্চিত করুন
দয়া করে উল্লেখ করুনঃ
- স্টেইনলেস স্টীল গ্রেড
- এসইউএস সিরিজ
- উপাদান অবস্থা
- প্রসার্য শক্তি
- ফলন শক্তি বা কঠোরতা
উপাদান গ্রেড এবং শক্তি ব্লেড উপাদান, কঠোরতা, প্রান্ত জ্যামিতি এবং কাটা স্বচ্ছতা প্রভাবিত করে।
উপাদানটির বেধ নিশ্চিত করুন
দয়া করে উল্লেখ করুনঃ
- স্বাভাবিক অপারেটিং বেধ
- ন্যূনতম বেধ
- সর্বাধিক বেধ
- উৎপাদন চলাকালীন বেধ পরিবর্তন হয় কি না
উপাদানটির বেধ ব্লেডের লোড, মাত্রা, ক্লিয়ারান্স এবং ওভারল্যাপ প্রয়োজনীয়তা প্রভাবিত করে।
ব্লেডের মাত্রা নিশ্চিত করুন
সুপারিশকৃত তথ্যগুলির মধ্যে রয়েছেঃ
- বাইরের ব্যাসার্ধ
- অভ্যন্তরীণ ব্যাসার্ধ
- ব্লেড বেধ
- কীওয়ে বা মাউন্ট স্ট্রাকচার
- কাটিয়া প্রান্ত জ্যামিতি
- বিদ্যমান ব্লেড উপাদান
- বিদ্যমান ব্লেড কঠোরতা
একটি প্রযুক্তিগত অঙ্কন পছন্দ করা হয়। যখন কোন অঙ্কন পাওয়া যায় না, গ্রাহকরা বিদ্যমান ব্লেডগুলির ছবি, মাত্রা বা শারীরিক নমুনা সরবরাহ করতে পারেন।
মেশিন এবং উৎপাদন পরামিতি নিশ্চিত করুন
দয়া করে উল্লেখ করুনঃ
- কাটার মেশিনের মডেল
- ডানদিকের মাত্রা
- স্প্লিটিং গতি
- প্রয়োজনীয় স্ট্রিপ প্রস্থ
- প্রতিটি টুল সেটে ব্লেডের সংখ্যা
- সরঞ্জাম লকিং পদ্ধতি
- বিদ্যমান স্পেসার এবং স্ট্রিপিং রিং কনফিগারেশন
ব্লেডগুলি অবশ্যই আবর এবং সম্পূর্ণ টুলিং সিস্টেমের সাথে মিলিত হতে হবে। এগুলি কেবল বাইরের ব্যাসার্ধ এবং অভ্যন্তরীণ ব্যাসার্ধের তথ্য ব্যবহার করে তৈরি করা উচিত নয়।
বিদ্যমান কাটা সমস্যা বর্ণনা করুন
দয়া করে বর্তমান সমস্যা ব্যাখ্যা করুন, যার মধ্যে রয়েছেঃ
- অত্যধিক বোর
- কাটার এজ চিপিং
- ঘন ঘন পুনরায় পেষণ
- উপরের এবং নীচের ব্লেডের ভারসাম্যহীন পরিধান
- অস্থির স্ট্রিপ প্রস্থ
- স্টেইনলেস স্টীল পৃষ্ঠের স্ক্র্যাচ
- উপাদান আঠালো
- অস্থির উপাদান অপসারণ
SENDA পর্যালোচনা করতে পারে যে ব্লেড, ক্লিয়ারেন্স, স্পেসার, অ্যারবস এবং ইনস্টলেশন শর্তগুলি একসাথে সামঞ্জস্য করা উচিত কিনা।
উত্পাদন প্রক্রিয়া
এইচআরসি৫৫ রোটারি স্লিটার ব্লেডের উৎপাদন পদ্ধতি ব্লেডের উপাদান, মাত্রা, কাঠামো এবং নির্ভুলতার প্রয়োজনীয়তা অনুযায়ী নির্ধারিত হয়।
একটি সাধারণ প্রক্রিয়ার মধ্যে রয়েছেঃ
- অঙ্কন এবং আবেদন পর্যালোচনা
- ব্লেড উপাদান নির্বাচন
- কাঁচামাল পরিদর্শন
- খালি প্রস্তুতি বা কাঠামো
- তাপ চিকিত্সা এবং টেম্পারিং
- সিএনসি কাঁচা যন্ত্রপাতি
- অভ্যন্তরীণ ও বাহ্যিক যন্ত্রপাতি
- সুনির্দিষ্টভাবে পৃষ্ঠের পেষণ
- কাটিয়া প্রান্ত যন্ত্রপাতি
- সূক্ষ্ম পেষণ বা পোলিশ
- ডিম্যাগনেটাইজেশন এবং মরিচা প্রতিরোধ
- চূড়ান্ত পরিদর্শন
- কাঠের বাক্সের প্যাকেজিং
পাতলা ব্লেড, বড় ব্যাসের ব্লেড এবং বিশেষ প্রান্ত জ্যামিতির জন্য তাপ চিকিত্সা এবং গ্রিলিংয়ের সময় বিভিন্ন নিয়ন্ত্রণের প্রয়োজন হতে পারে।
পরিদর্শন ও মান নিয়ন্ত্রণ
SENDA 1998 সালে প্রতিষ্ঠিত হয়েছিল এবং 100 জনেরও বেশি কর্মচারী রয়েছে। উত্পাদন এবং পরিদর্শন একটি ISO 9001 গুণমান ব্যবস্থাপনা ব্যবস্থার অধীনে পরিচালিত হয়।
আদেশ এবং অনুমোদিত অঙ্কন উপর নির্ভর করে, পরিদর্শন আইটেম অন্তর্ভুক্ত করা যেতে পারেঃ
- ব্লেডের উপাদান
- কঠোরতা
- বাইরের ব্যাসার্ধ
- অভ্যন্তরীণ ব্যাসার্ধ
- ব্লেড বেধ
- সমতল
- সমান্তরালতা
- কনসেন্ট্রিসিটি বা রেডিয়াল রানআউট
- পৃষ্ঠের রুক্ষতা
- অত্যাধুনিক অবস্থা
- পৃষ্ঠের স্ক্র্যাচ
- টুকরো টুকরো
- পণ্যের চিহ্নিতকরণ
- মরিচা সুরক্ষা
- প্যাকেজিং অবস্থা
চূড়ান্ত পরিদর্শন প্রয়োজনীয়তা অনুমোদিত অঙ্কন, আদেশ এবং প্রযুক্তিগত চুক্তির উপর ভিত্তি করে।
বিদেশী পুনরায় মিলিং পরিষেবা
SENDA বিদেশী গ্রাহকদের জন্য কারখানায় ফিরে যাওয়ার পুনরায় মিলিং পরিষেবা সরবরাহ করে।
পুনরায় পেষণ করার আগে, ব্যবহৃত ব্লেডগুলি নিম্নলিখিতগুলির জন্য মূল্যায়ন করা হয়ঃ
- অত্যাধুনিক পোশাক
- চিপিং গভীরতা
- বাকি ব্লেডের মাত্রা
- উপাদান এবং কঠোরতার অবস্থা
- পূর্ববর্তী পুনরায় পেষণ ইতিহাস
- সমতলতা এবং সমান্তরালতা
- ফাটল বা অস্বাভাবিক ক্ষতি
যখন ব্লেডগুলি পুনরায় পেষণ করার জন্য উপযুক্ত থাকে, তখন SENDA প্রান্ত পুনরুদ্ধার, নির্ভুলতা পেষণ, মাত্রা পুনরায় পরিদর্শন, মরিচা প্রতিরোধ এবং পুনরায় প্যাকেজিং সম্পাদন করতে পারে।
সমস্ত ব্যবহৃত ব্লেড পুনরায় গ্রাউন্ড করা যায় না। গভীর চিপিং, অপর্যাপ্ত অবশিষ্ট মাত্রা বা কাঠামোগত ক্ষতির সাথে ব্লেডগুলি প্রতিস্থাপন করা প্রয়োজন হতে পারে।
প্যাকেজিং, এমওকিউ এবং ডেলিভারি
ন্যূনতম অর্ডার পরিমাণ
ন্যূনতম অর্ডার পরিমাণঃ
২ টুকরা
এটি কাস্টম স্পেসিফিকেশন, নমুনা নিশ্চিতকরণ এবং ছোট লটের প্রতিস্থাপনের প্রয়োজনীয়তা সমর্থন করে।
লিড টাইম
স্ট্যান্ডার্ড লিড টাইম হলঃ
প্রায় ৩৫ দিন
চূড়ান্ত সরবরাহের সময়টি ফলকের উপাদান, মাত্রা, পরিমাণ, তাপ চিকিত্সা রুট এবং নির্ভুলতার প্রয়োজনীয়তার উপর নির্ভর করে।
স্ট্যান্ডার্ড প্যাকিং
স্ট্যান্ডার্ড প্যাকেজিং একটি কাঠের কেস।
প্যাকেজিং প্রস্তুতি সাধারণত নিম্নলিখিত অন্তর্ভুক্তঃ
- ব্লেড পরিষ্কার করা
- মরিচা সুরক্ষা
- কাটিয়া প্রান্ত সুরক্ষা
- পৃথক বা স্তরযুক্ত ফিক্সিং
- অভ্যন্তরীণ কাঠের বাক্সের শক্তিশালীকরণ
- বাহ্যিক চিহ্নিতকরণ পরিদর্শন
প্যাকেজিং পদ্ধতিটি ব্লেডের মাত্রা, ওজন এবং অর্ডার পরিমাণ অনুযায়ী সামঞ্জস্য করা হয়।
প্রায়শই জিজ্ঞাসিত প্রশ্ন
এইচআরসি৫৫ কি স্টেইনলেস স্টীল কাটার জন্য উপযুক্ত?
না, না।
এইচআরসি৫৫ হল ব্লেডের কঠোরতার একটি প্রয়োজনীয়তা। এটি ব্লেডের উপাদান, স্টেইনলেস স্টিলের গ্রেড, উপাদান বেধ, টান শক্তি, কাটা গতি এবং চিপিং ঝুঁকি সহ মূল্যায়ন করা উচিত।
D2 এবং SKD11 এর মধ্যে আমি কিভাবে বেছে নেব?
D2 এবং SKD11 উভয়ই ধাতব কাটার ব্লেডের জন্য ব্যবহার করা যেতে পারে।
চূড়ান্ত নির্বাচনটি স্টেইনলেস স্টিলের শক্তি, বেধ, কাটিয়া লোড, প্রত্যাশিত পোশাকের মোড, চিপিং ঝুঁকি এবং পুনরায় মিলিংয়ের প্রয়োজনীয়তার উপর নির্ভর করে।
SENDA অপারেটিং শর্তাবলী পর্যালোচনা করার পর উপাদান এবং তাপ চিকিত্সা কনফিগারেশন নিশ্চিত করে।
SENDA কি আঁকা ছবি অনুযায়ী ব্লেড তৈরি করতে পারে?
- হ্যাঁ।
সেন্ডা গ্রাহকের অঙ্কন, বিদ্যমান ব্লেডের মাত্রা বা শারীরিক নমুনা অনুযায়ী ঘূর্ণনশীল স্লিটার ব্লেড তৈরি করতে পারে।
ডায়াগ্রামগুলিতে বাইরের ব্যাসার্ধ, অভ্যন্তরীণ ব্যাসার্ধ, বেধ, সহনশীলতা, প্রান্ত জ্যামিতি এবং উপাদান প্রয়োজনীয়তা অন্তর্ভুক্ত করা উচিত।
SENDA কতটুকু নির্ভুলতা প্রদান করতে পারে?
প্রযোজ্য ব্লেডের আকারের জন্যঃ
- বেধ সহনশীলতা ± 0.001 মিমি পৌঁছাতে পারে
- সমান্তরালতা 0.002 মিমি পৌঁছতে পারে
- স্ট্যান্ডার্ড পৃষ্ঠের রুক্ষতা Ra 0.2 μm পর্যন্ত পৌঁছতে পারে
- পোলিশ পৃষ্ঠের রুক্ষতা Ra 0.1 μm পর্যন্ত পৌঁছতে পারে
চূড়ান্ত নির্ভুলতা ব্লেডের মাত্রা এবং অঙ্কন প্রয়োজনীয়তা অনুযায়ী নিশ্চিত করা হয়।
সেন্ডা কি স্পেসার এবং স্ট্রিপিং রিং সরবরাহ করতে পারে?
- হ্যাঁ।
SENDA সম্পূর্ণ কাটিয়া সরঞ্জাম কনফিগারেশনের জন্য ইস্পাত স্পেসার, শিম, পিইউ রিং, রাবার রিং, বিভাজক রিং এবং ইস্পাত স্ট্রিপার রিং সরবরাহ করতে পারে।
SENDA কি বিদেশী গ্রাহকদের জন্য পুনরায় পেষণ সরবরাহ করে?
- হ্যাঁ।
পুনরায় পেষণ করার আগে, ব্লেডগুলি পরিধান, চিপিং, অবশিষ্ট মাত্রা, উপাদান অবস্থা এবং পূর্ববর্তী পুনরায় পেষণ ইতিহাসের জন্য মূল্যায়ন করা উচিত।
একটি উদ্ধৃতি জন্য কি তথ্য প্রয়োজন?
দয়া করে উল্লেখ করুনঃ
- স্টেইনলেস স্টীল গ্রেড
- উপাদান বেধ পরিসীমা
- প্রসার্য শক্তি বা কঠোরতা
- স্প্লিটিং গতি
- প্রয়োজনীয় স্ট্রিপ প্রস্থ
- ব্লেডের বাইরের ব্যাসার্ধ, অভ্যন্তরীণ ব্যাসার্ধ এবং বেধ
- কাটার মেশিনের মডেল
- অঙ্কন বা নমুনা
- বিদ্যমান ব্লেড উপাদান
- বর্তমান কাটার সমস্যা
- প্রয়োজনীয় পরিমাণ
- সামঞ্জস্যপূর্ণ সরঞ্জামের প্রয়োজনীয়তা
অনুসন্ধান তথ্য
আবেদন পর্যালোচনা এবং উদ্ধৃতি জন্য, দয়া করে প্রদান করুনঃ
- স্টেইনলেস স্টীল গ্রেড
- ন্যূনতম এবং সর্বোচ্চ উপাদান বেধ
- প্রসার্য শক্তি বা কঠোরতা
- স্প্লিটিং গতি
- প্রয়োজনীয় স্ট্রিপ প্রস্থ
- ব্লেড ওডি × আইডি × বেধ
- কাটার মেশিনের মডেল এবং আকার
- বিদ্যমান ব্লেড উপাদান এবং কঠোরতা
- বর্তমানের বুর, চিপিং বা পরিধানের সমস্যা
- প্রয়োজনীয় স্পেসার, শিম, পিইউ রিং বা স্ট্রিপার রিং
- অঙ্কন, ছবি বা নমুনা তথ্য
- প্রয়োজনীয় পরিমাণ

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!